Modern industries face a persistent materials challenge: how to protect surfaces against corrosion, staining, moisture, chemicals, heat, and wear without sacrificing aesthetics, performance, or longevity. Conventional coatings and finishes often degrade under harsh environments, repeated cleaning, or mechanical stress, leading to higher maintenance costs, shortened product life, and compromised performance. Fluoro chemicals have emerged as a decisive solution to these problems, offering a unique combination of chemical inertness, low surface energy, thermal stability, and durability that conventional materials simply cannot match.
Fluoro chemicals are applied in coatings, textiles, and surface protection by forming ultra-thin, chemically resistant layers that impart water repellency, oil resistance, stain resistance, low friction, anti-corrosion properties, and long-term durability under extreme conditions. These materials function either as polymeric films, surface modifiers, or performance additives, enabling surfaces and fabrics to resist environmental attack while maintaining functionality and appearance.
To fully appreciate why fluoro chemicals have become indispensable across these sectors, it is essential to examine how their molecular characteristics translate into real-world performance, the specific application methods used, and the performance trade-offs that engineers, designers, and procurement teams must evaluate.
Fundamental Material Advantages of Fluoro Chemicals
Fluoro chemicals derive their performance primarily from the carbon–fluorine bond, one of the strongest single bonds in organic chemistry. This bond strength confers exceptional resistance to thermal degradation, oxidation, hydrolysis, and chemical attack. In practical terms, this means surfaces treated with fluorinated materials retain their protective properties even when exposed to aggressive solvents, acids, alkalis, ultraviolet radiation, and elevated temperatures.
Another critical advantage is extremely low surface energy. Fluorinated surfaces repel water, oils, greases, and many contaminants, making them ideal for anti-fouling, easy-clean, and non-stick applications. This property is central to their widespread use in both industrial coatings and consumer textiles, where cleanliness, hygiene, and appearance retention are commercially decisive.
Applications in Industrial and Architectural Coatings
Fluoropolymer Coatings for Corrosion and Weather Resistance
In coatings, fluoro chemicals are most commonly applied as fluoropolymer-based systems such as PTFE, PVDF, FEP, and ETFE coatings. These coatings are used extensively on metal substrates, concrete, glass, and composite materials in environments where corrosion resistance and long service life are paramount.
Typical application methods include spray coating, dip coating, electrostatic powder coating, and coil coating, followed by thermal curing to form a continuous, adherent film. Once cured, the fluoropolymer layer acts as a barrier that prevents moisture, oxygen, salts, and chemicals from reaching the underlying substrate.
| Coating Type | Primary Function | Typical Substrates | Service Life Expectancy |
|---|---|---|---|
| PTFE Coatings | Non-stick, chemical resistance | Steel, aluminum | 10–20 years |
| PVDF Coatings | UV and weather resistance | Aluminum panels | 20–30 years |
| FEP Coatings | Chemical linings | Reactors, pipes | 15–25 years |
| ETFE Coatings | Architectural membranes | Steel frames, glass | 25+ years |
From a lifecycle cost perspective, fluoropolymer coatings often outperform epoxy or polyurethane systems despite higher upfront costs, as they significantly reduce repainting, maintenance, and downtime.
Functional Additives in Paint and Coating Formulations
Beyond full fluoropolymer films, fluoro chemicals are also incorporated as additives at low concentrations to modify surface properties. Fluorosurfactants and fluorinated acrylic copolymers improve leveling, reduce surface defects, enhance stain resistance, and impart anti-graffiti properties without altering bulk coating mechanics.
These additives migrate to the coating–air interface during curing, where they form a fluorine-rich surface layer that enhances repellency and cleanability while maintaining compatibility with existing resin systems.
Applications in Textile Finishing and Functional Fabrics
Water, Oil, and Stain Repellency Treatments
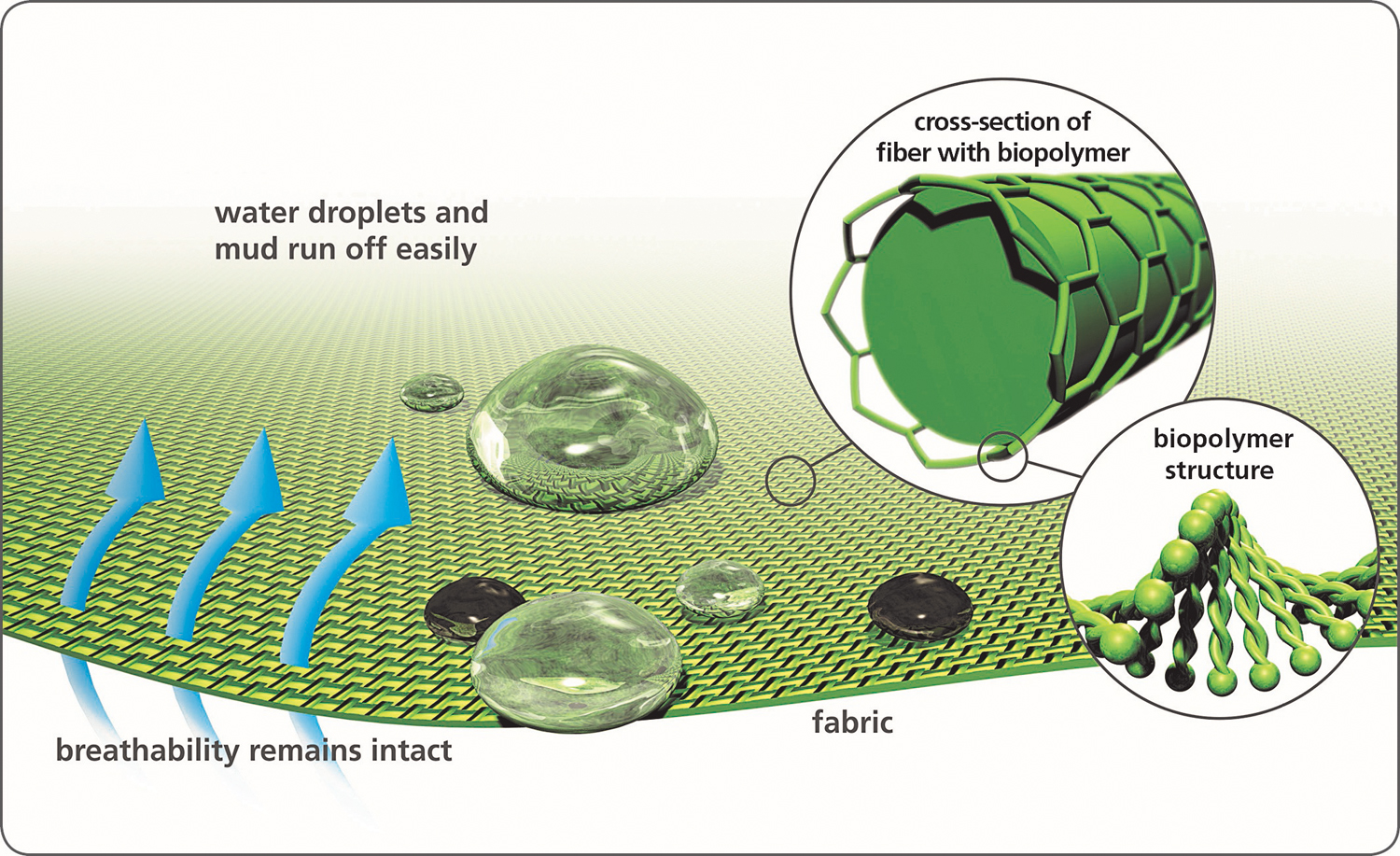
In the textile sector, fluoro chemicals are primarily used as finishing agents applied during padding, exhaustion, or spray processes. Once bonded to fiber surfaces, they create a molecular shield that repels water-based and oil-based liquids while preserving breathability and hand feel.
This functionality is critical for outdoor apparel, workwear, upholstery, medical textiles, and performance fabrics, where protection against rain, spills, and contaminants must coexist with comfort and durability.
| Textile Application | Performance Requirement | Fluoro Chemical Function |
|---|---|---|
| Outdoor clothing | Waterproof, breathable | Durable water repellency |
| Workwear | Oil and chemical resistance | Anti-soiling finish |
| Upholstery | Stain resistance | Easy-clean surface |
| Medical textiles | Fluid barrier | Infection control |
Advanced fluorochemical finishes are engineered to achieve durable repellency even after repeated washing, abrasion, and dry cleaning, addressing one of the traditional weaknesses of non-fluorinated alternatives.

Balancing Performance and Sustainability
In recent years, textile applications have undergone significant reformulation to reduce long-chain perfluorinated substances while maintaining performance. Modern C6 and non-PFOA fluorochemical systems are designed to offer comparable repellency with improved environmental profiles, aligning with evolving regulatory and brand sustainability requirements.
Surface Protection for Electronics, Optics, and Consumer Products
Anti-Fingerprint and Oleophobic Coatings
In surface protection, fluoro chemicals are widely used to create ultra-thin oleophobic and hydrophobic layers on glass, ceramics, and polymers. These coatings are commonly found on smartphone screens, touch panels, optical lenses, and display covers.
Applied via vapor deposition, sol-gel coating, or liquid wipe-on processes, these fluorinated layers reduce smudging, improve touch sensitivity, and enhance scratch resistance without affecting optical clarity.
Low-Friction and Wear-Resistant Films
Fluoropolymers are also applied where friction reduction and wear resistance are critical. Industrial machinery components, bearings, seals, and conveyor systems benefit from fluorochemical surface treatments that reduce energy consumption, noise, and mechanical wear while extending service intervals.
| Surface Protection Use | Key Benefit | Performance Impact |
|---|---|---|
| Touchscreens | Oleophobic surface | Reduced smudging |
| Optical lenses | Anti-contamination | Improved clarity |
| Mechanical parts | Low friction | Reduced wear |
| Food contact surfaces | Non-stick | Easy cleaning |
Application Methods and Process Considerations
Selecting the appropriate fluoro chemical system depends on substrate compatibility, operating environment, regulatory requirements, and cost constraints. Common application techniques include spray deposition, dip coating, plasma treatment, and chemical vapor deposition, each offering different levels of thickness control, adhesion, and scalability.
Engineers must also consider curing conditions, adhesion promoters, surface preparation, and long-term performance validation through accelerated aging, chemical resistance testing, and abrasion testing.
Regulatory, Safety, and Compliance Factors
Fluoro chemical applications increasingly require compliance with global chemical regulations and industry standards. Manufacturers must ensure that formulations meet requirements for food contact, medical use, worker safety, and environmental stewardship, particularly regarding residual monomers and extractables.
Ongoing innovation focuses on maintaining performance advantages while improving sustainability, recyclability, and regulatory acceptance.
Conclusion
Fluoro chemicals play a critical and irreplaceable role in coatings, textiles, and surface protection by delivering unmatched resistance to water, oils, chemicals, heat, and environmental degradation. Their ability to function as full protective films, performance-enhancing additives, or ultra-thin surface modifiers allows manufacturers across industries to extend product life, reduce maintenance costs, and improve end-user experience. When properly selected and applied, fluoro chemical technologies provide long-term value that far exceeds their initial investment.
Contact Us
If you are evaluating advanced fluorochemical solutions for coatings, textile finishing, or surface protection applications, Sparrow-Chemical provides professional guidance, reliable supply, and application-focused technical support. Contact us today at https://sparrow-chemical.com/ to discuss how the right fluorochemical system can elevate your product performance and durability.